
��ɰ�u���a��Ԕ����B
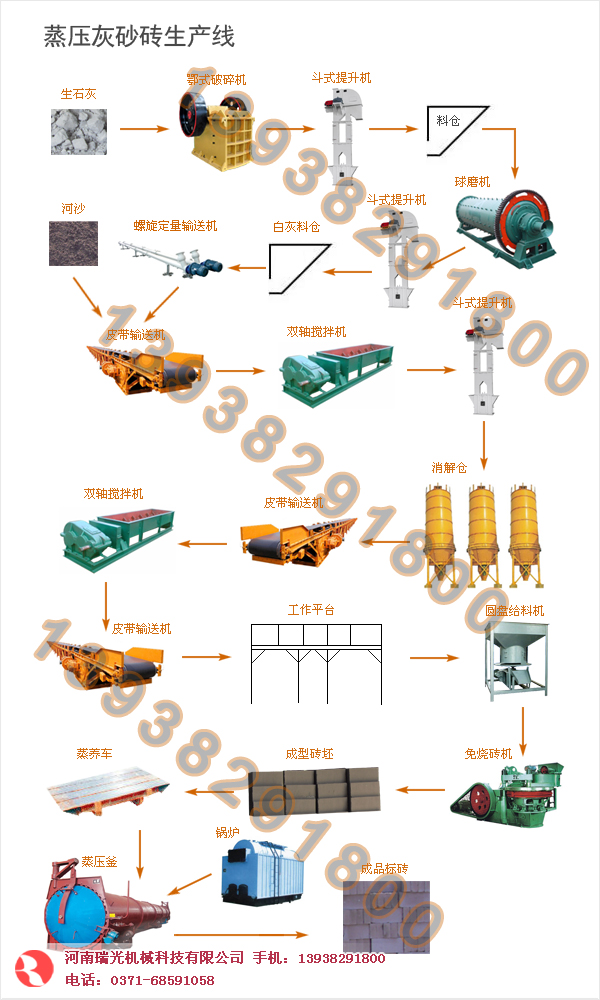
һ����ɰ�u�śr
������ɰ�u����ɰ��ʯ�Ҟ���Ҫԭ�ϣ����S������Ϻ���ӄ����������Ƃ䡢���Ƴ��͡����߉������B�o���ɵ���ͨ��ɰ�u����ɰ�u�����º��Q��ɰ�u����һ�N���g���졢���܃����ֹ��ܵ����ͽ������ϣ����m���ڶ��ӻ�ϽY�������ij��؉��w��
�����҇���1958���_ʼ�о��lչ��ɰ�u��1960���Ը�|�����Mʮ�����D�Pʽ���u�C�ڱ���������ɰ�u���a������������˰˿��D�Pʽ���u�C�������M����ɰ�u�İlչ��ʹ֮�ɞ���ɰ��ʯ���YԴ����ȱ������YԴ�^����Ҫ���w���ϡ�
������ɰ�u��Ҏ�������
������ɰ�uҎ���c����
������1���aƷҎ�� ����GB11945-1999��Ҏ���u�����Ξ�ֱ�������w���u�Ĺ��Q�ߴ��L��240mm������115mm���߶�53mm�����a����Ҏ��ߴ�aƷ�����Ñ��c���a�υf�̴_����
������2�����W���ܣ�GB11945-1999��Ҏ����MU10��MU15��MU20��MU25���Ă����ȼ��e����Ҋ��2-7
�� 2-7 ��ɰ�u���W����
| ���ȼ��e | ��������/MPa | ���ۏ���/MPa | ||
| ƽ��ֵ≥ | �ΉKֵ≥ | ƽ��ֵ≥ | �ΉKֵ≥ | |
| MU25 | 25.0 | 20.0 | 5.0 | 4.0 |
| MU20 | 20.0 | 16.0 | 4.0 | 3.2 |
| MU15 | 15.0 | 12.0 | 3.3 | 2.6 |
| MU10 | 10.0 | 8.0 | 2.5 | 2.0 |
����ע������Ʒ�ď��ȼ��e����С��MU15.
������3���������� ��ɰ�u�Ŀ�������Ҋ��2-8.
�� 2-8 ��ɰ�u������ָ��
| ���ȼ��e | ��������/MPa | �ΉK�u�ĸ��|���pʧ/�� |
| MU25 | 20.0 | 2.0 |
| MU20 | 16.0 | 2.0 |
| MU15 | 12.0 | 2.0 |
| MU10 | 8.0 | 2.0 |
����ע:����Ʒ�ď��ȼ��e����С��MU15.
������4���������� ��ɰ�u�c�������w������ȣ���������@�������ڻ�ɰ�u������������ʮ�փ�Խ�������ɰ�u���ڲ���ȼ�������ϡ���ɰ�u���������L���ܟ�200�����ϡ��ܼ��伱��������Խ��|���g�Ľ�����λ��
������ɰ�u�����a
����1��ԭ���ϼ��似�gҪ��
������1��ɰ �������a��ɰ�u��ɳ�ӣ��ɲ���ɽɰ����ɰ���L�eɰ��Ҳ���Îrʯ����������ɰ�I�T���õďU��ɰ�����oՓʹ���ķNɰ�������M�����¼��gҪ��
������ɰ�еĶ������躬��������65%
������ɰ�е����������С��15%
������ɰ�е�����⛡������c�������ô���2.5%
������ɰ�в������е[ʯ���ݸ�����Ƥ���ЙC�s�|
������ɰ�ӵĺ�ˮ�ʲ��ô���6%
������ɰ�ӑ��������õļ��䣬��϶�ʣ��䅢���������£�
����������2.5��5.0mm��������������0
����������1.2��2.5mm ������3%��5%
����������0.3��1.2mm������45%��60%
����������0.15��0.3mm������20%��30%
������������0.15 ��������������30%
������ɰ�е��Ȼ��ﺬ����������0.01%
������ɰ�е���ĸ�������ó��^0.5%
�������a���`�C����ʹ���w���^�������������ɰ����������С��0.075m���ؼ�ɰ�����ƳɵĻ�ɰ�u���g���ܽԲ����_��Ҫ��һ����ü���ģ��2.2��1.6��1.5��0.7�ļ�ɰ���ؼ�ɰ��Ч���á�
������2����ʯ�� ��ʯ�ҵ��|��ֱ��Ӱ푻�ɰ�u���|�������M�����x�ú��}���ߡ������ٶȿ죬�����ضȸߵ���ʯ�ҡ�����wҪ������:CaO������60%��MgO��5%�������ٶȣ�15min;�����ضȣ�60��;�^��ʯ�ң�5%����ʯ�ң�10%���ۻ��ң�10%
�������˽�Qʯ����ˮ���r�w�e��Û����ɰ�u��Ӱ푣�ͨ����������һЩ��ʩ��
���������ʯ�Ҽ��ȡ�һ�������3000cm2/g���ҡ�
���������ˮ�ұȡ�����ϵij���ˮ��һ�������7.5����10%��
�����ۼ���ʯ�����ӄ���
������3�����a��ˮ �κ����ˮ����ʹ�á�������Ȼˮ�r������������ָ��:PHֵ����С��4;�}�Ŀ��������ó��^5000mg/L;���ú�����֬��ֲ���͡������������к����|��
����2�����a��ˇ
������1��ԭ�ϵ�̎�� �K�����ʯ�����cɰ�ӻ������ǰ��횽��^���顢��ĥ�_�����a��ˇҪ��ļ��ȡ�һ���K����ʯ�ҳ��ö�ʽ����C�M�����顣�������ʯ��߀���M�з�ĥ��һ�������ĥ�C��ʯ���M�з�ĥ��
������2������ϵ���ϱ��OӋ
�����ٻ�ɰ�u�������ϱȑ��M������Ҫ��
����a���������W���ܣ��e�ǿ������ȵ�Ҫ��һ�㿹������Ҫ����10Mpa���ϣ�����߀Ҫ�M�㿹����̼��������A���ͻ��տs�����ܵ�Ҫ��
����b���M��u�����͕r������������Ե�Ҫ��
����c����ϱ�Ҫ�M�����ͳɱ�����߽���Ч�档
��������ϱȵ��OӋӋ�� ɰ��ʯ��=89��11
������3������ϵ��Ƃ� ����ϵ��Ƃ��nj�����ϱ�Ҫ��Ӌ������ʯ�ҡ�ɰ�ڏ���ʽ����C�м���6%��9%��ˮ�M��****�Δ��裬��һ�Δ���İ����Ͷ�������}������2��3h��Ȼ���M��****�Δ��輴�ɡ�Ҳ�����f����ϵ��Ƃ���Ҫ����һ�Δ��衢���������Δ���ׂ��^�̡�
���������һ�Δ����Ŀ����ʹ�������M�����ɢ�����ӽ��|��e��ʹ���Ͼ����ϣ����ӏ����W�������á����ߣ�ͨ�^�����ʹˮĤ����ס�����w���ı��棬ʹˮ����ֲ��ڔ������У�ʹʯ���ܸ���ֵ����������Ӱ����ĺ����ԣ��������ԣ���߳������ܺ���Ʒ���������ܡ�һ�㔇��r�g������1.8min���ң���ʹʯ�ҳ���������ڇ�����������ʹ�üӟᔇ�裬���ڔ����ͬ�rͨ�������r������Ҫע����ǣ�Ҫע��۳��������������@����ˮ����������ϱ��е�ˮ��ƫ�ࡣ
����������������Ҫ��ָʯ�ҵ�������Ҳ���nj���ʯ��׃����ʯ�ҵ��^�̡�����һ�����䓂}��������}�������gЪʽ�����r��һ�������2��3h�������õ���ѷe����������ɢ���^�죬�����r�g�^�L��һ����Ҫ8h���ϡ�������߮a����������횿s�����a���ڣ�һ��ɲ��������ϵĜضȡ������ʯ�ҵļ��Ⱥ��m��������ӄ��ķ������ӿ�ʯ�ҵ������ٶȣ��Ը��Ƴ��ͺ�u�������ܡ�
�������^��������Qꐻ����Ļ�����ڳ���ǰ��߀��M��****�μ�ˮ���裬��Ŀ���ǣ�һ��������֮��ˮ�����l��ʹ����Ϻ�ˮ�ʽ���3.5%���ң����˱��ڳ��ͣ�����M�ж��μ�ˮ���裻��һ���棬���Δ���ɰѽY�K�����ϴ�ɢ��ʹ���ϸ��������Ը��ã������ڳ��ͺ������Ʒ���ܡ�
������4���u������ �u�����|��Ҫ��һ��Ҫ������������Ҏ��������R������❍�����Dz����S�з��Ѽy�����ѡ��������w߅��ȱ�ݣ����dz��ͺ�Ĵu���w�e�ܶȑ�������1800��2100kg/m3�ķ����ȣ��ΉK�u���|����������2700��3100g��
������ɰ�uһ����É��Ƴ��ͣ����u���ļӉ���ʽ�І���Ӊ����p��Ӊ����ĕr�g���f������һ�μӉ��̓ɴμӉ������ډ��������w�Ђ��f���������p��Ӊ��Ȇ���Ӊ���Ч���ã����μӉ����������w�ȿ՚���ų�����ˣ������ƶ��Dz����p�桢��μӉ����͡�ͨ�����͉���Խ�ߣ��u�����w�e�ܶȡ�����Ҳ��Խ�ߡ����������^һ���O�ޕr�������´u���a�������迹��ʹ����Û�����ѣ�������͉���һ�㲻���^20Mpa��
������5�����B�o �u�����ͼ����M�����B�oǰҪ���Ҝ����oͣһ�Εr�g����Ŀ�������u���ж���ˮ�ֿ����l��һ���֣��@�ӾͿɷ�ֹ�u���������^��������ˮ���ܟ���Û����ɴu���Ѽy������������oͣ��ʹ�u�������������ӣ��Ķ������Ʒ���ȣ�������������������İ�������^�m�������ã��@�ӾͿɱ���ʯ�������^�������B�o�ض����߶����ʯ�Ҽ���������Ûʹ��Ʒ�a���Ѽy��һ���oͣ�r�g��2��3h��
���B�o�ɷ֞������Ă��A���M�С�
����****�A�Σ��ų����ȿ՚⡣�@�Ǟ�����������ķş�ϵ�����p�ق�������������������������������������Ӹ��������ضȣ��Լ�����Ʒ���B�o���ų����ȿ՚�ʹ�õķ��������N�����Śⷨ������շ������ڿ�����������һ���ȡ����յķ���������շ����ڸ߉���ͨ����ǰ����ˮ�hʽ�������ձÌ����ȿ՚�����ʹ������ն��_��152��304mm�������퉺��-0.08��-0.06 Mpa����ͬ�rҲ���Գ���u�������϶�ȵĿ՚⣬�γ�һ�Nؓ����B��ʹ�B�o���|�ӽ��ڼ���������Ķ�ʹ��Ʒ���ܟ��ٶȿ죬�ضȸߡ�
����****�A�Σ����������A�Ρ�����Ҫ��ָͨ���������ȣ������c��Ʒ�_��Ҏ���ĉ������ضȵ��@һ�^�̡����@һ�A���У�����⸪���������u������u���Ȳ����ߜز��^��������u�������c�Ȳ��زһ�¶��a���Ѽy����횿��������ٶȣ����c�u���ij�ʼ�Y���������P������������ٶȲ���̫�죬һ�������1.5��2h���ˡ�
���������A�Σ���غ㉺�A�Ρ�����Ҫ��ָ���ȏ��_��Ҏ���ĸ߉����͜ض��_ʼ���_ʼ���ؽ����@�Εr�g�����˱��Cˮ�������������M�У�ʹ��ɰ�u�����ď��ȣ���횿��ƻ�ɰ�u�B�o������������Ҫ�_��0.8 Mpa�����_1.5 Mpa����غ㉺�r�g��4��6h��
���������A�Σ����������A�Ρ��ĸ����_ʼ�ŷ��������ؽ�������Ʒ�����A�Ρ��@һ�A�Ξ������F���ډ���͜ز��^������ɵ���Ʒ���ѡ����ɼ������½������ؽ����ٶ�Ҳ����̫�죬һ�������1.5��2h��
���ā�������������u�C���Ӛ�������O�����Ӛ�K�O�����Ӛ�u�O���W��http://www.sqrygg.com